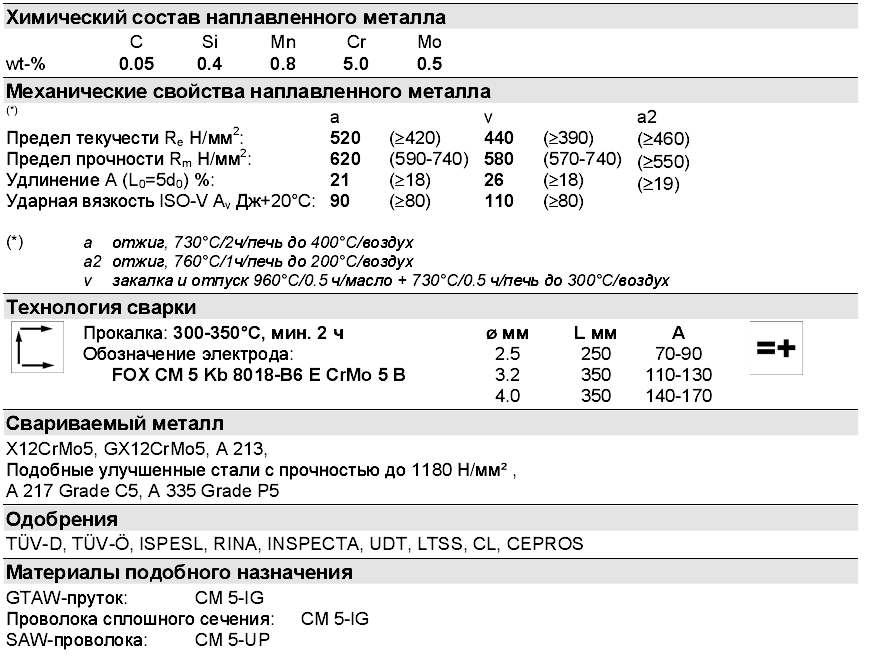
Электрод с основным покрытием, легированный сердечник для сварки жаростойких и жаропрочных сталей сосудов высокого давления установок гидрогенизации, нефтехимического оборудования. В основном используется для сварки сталей типа 12CrMo 19 5 (5 Cr 1/2 Mo, российский аналог 12Х5М) работающих при температурах до 600°C. Благодаря низкому содержанию водорода (HD< 5 мл/100 г), наплавленный металл стоек к растрескиванию. Отличные сварочно-технологические характеристики во всех пространственных положениях, кроме сверху-вниз. Переход металла в шов 115 %. Предварительный подогрев и температура между проходами 300-350°C. После сварки отжиг не менее 1 часа при 730-760°C, охлаждение – печь/воздух.