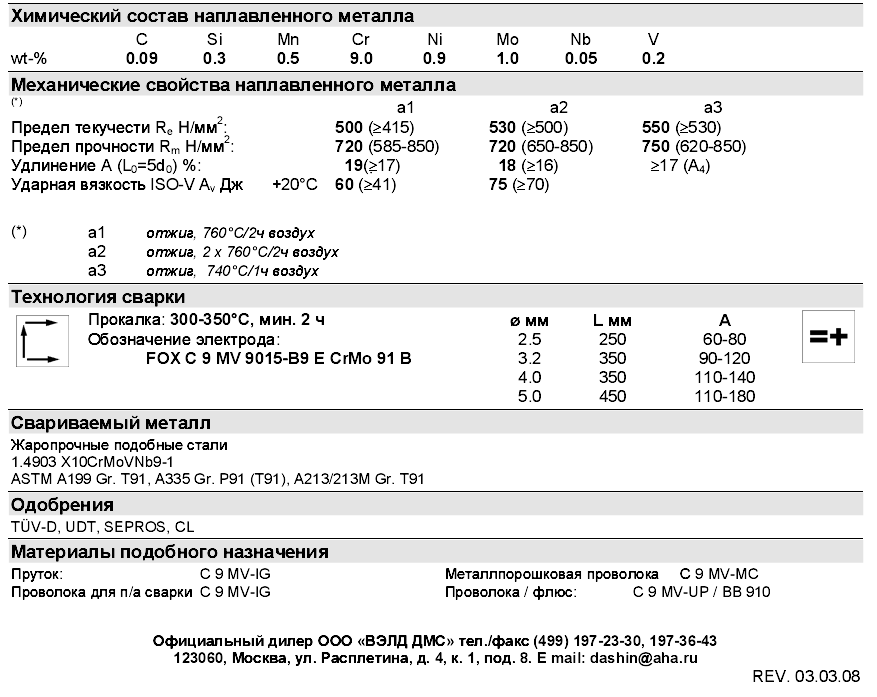
Электрод с основным покрытием, легированный сердечник, для сварки жаропрочных мартенситных сталей с содержанием хрома 9-12 %. В первую очередь предназначен для сталей T91 и P91 работающих при 620°C (аттестован для 650°C). Высокие значения длительной прочности и ударной вязкости. Низкое содержание водорода в металле шва. Сварка во всех пространственных положениях. Легко зажигаемая и возобновляемая дуга. Предварительный подогрев и температура между проходами 200-300°C. После сварки шов должен остыть до температуры ниже 80°C для завершения превращения мартенсита. Охлаждение до комнатной температуры возможно для стенок с толщиной меньше 45 мм. В случае охлаждения толстостенных деталей или деталей сложной геометрии необходимо учитывать риск возникновения остаточных напряжений. Рекомендуемая послесварочная термообработка: отжиг 760°C/ мин. 2 часа, максимум 10 часов; скорость нагрева и охлаждения - до 550°C макс. 150°C/час, свыше 550°C макс. 80°C/час. Для достижения наилучших прочностных свойств толщина наплавляемого за один проход слоя не должна превышать 2 мм.
Сетевое издание «КОРАБЕЛ.РУ» зарегистрировано Федеральной службой по надзору в сфере связи, информационных технологий и массовых коммуникаций. Рег. номер: ЭЛ № ФС 77-76728 Учредитель: ООО «РА Корабел.ру» Знак инф. продукции: 16+