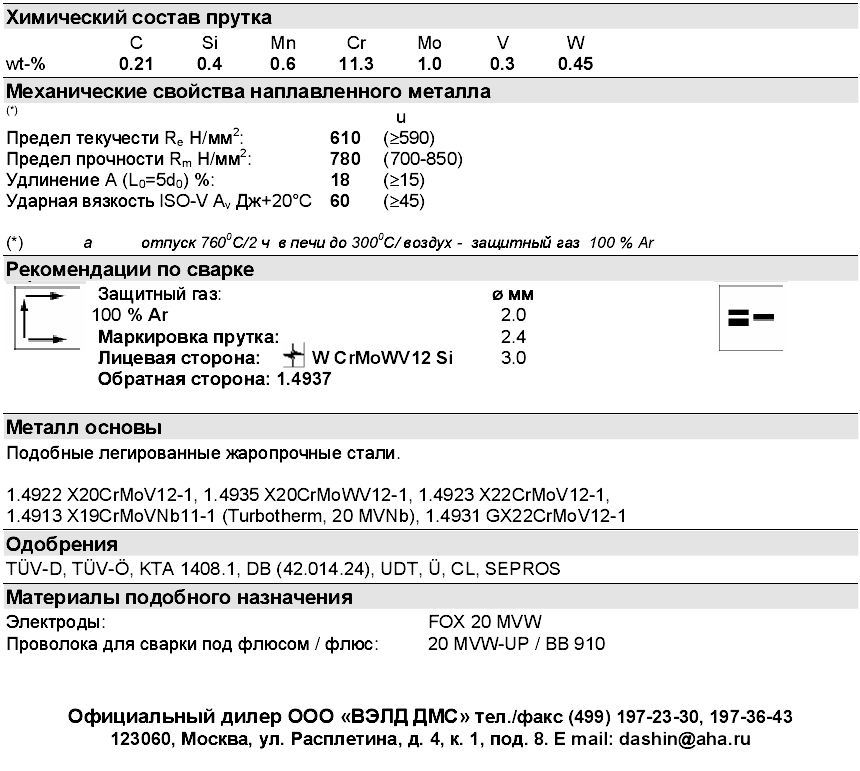
Присадочный пруток для сварки жаропрочных сталей легированный 12 % Cr применяемых в производстве турбин, котельного и химического оборудования. В основном рекомендуется для сталей типа X20CrMoV12-1 с рабочими температурами до 650°C. Наплавленный металл отличается высокой длительной прочностью и ударной вязкость. Предварительный подогрев и межпроходная температура 400-450°C (аустенитная сварка), 250-300°C (мартенситная сварка). Корневой шов должен варится в мартенситной зоне. Допускаются меньшие значения температур предварительного подогрева и межпроходных температур, что должно определятся испытаниями и процедурой сварки. После сварки охлаждение до 90±10°C с последующим отпуском при 720-760°C (3 минуты на мм толщины стенки), но не менее 2 часов. В особых случаях допускается отпуск 1050°C / 0,5 часа и отжиг при 760°C в течении 2 часов.